było o tym gdzie atakuje korozja to ja trochę o tym jak z korozją walczyć...
Rdza to takie ustrojstwo, które pojawia się w miejscach do których mamy najcięższy dostęp i najtrudniej je odwzorować. Często, właśnie z tych przyczyn, blacharze idą na łatwiznę i łatają na sztukę a później jest to równane szpachlą. Tak przeprowadzona naprawa, niestety, nie ma nic wspólnego z trwałością, a co ważniejsze, nie jest zachowana, przeliczona przez producenta, sztywność elementu, a to już ma wpływ na nasze bezpieczeństwo. Dlatego tak ważne jest to, że w przypadku gdy nie ma dostępu do oryginalnych części, wypełnić ubytek, tak aby był on najbardziej zbliżony do oryginału.
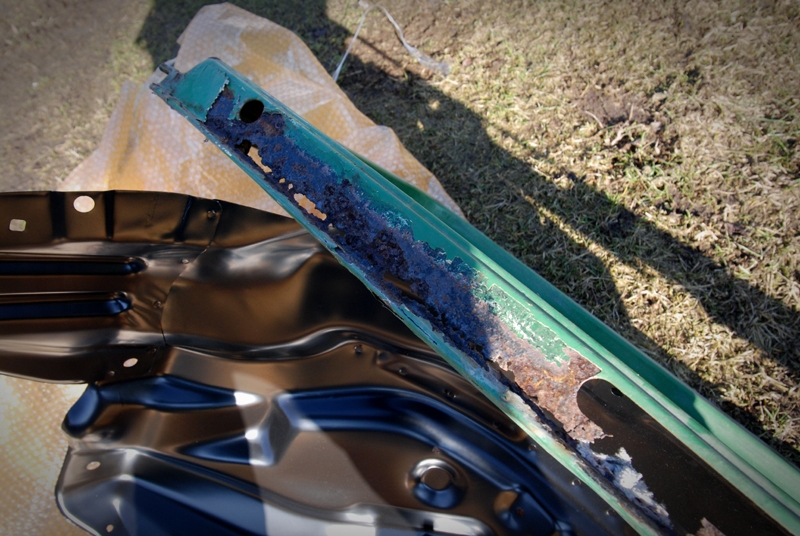
Poniższe fotografie przedstawiają proces naprawy blacharskiej łączenia słupka A z podszybiem TLC FJ40
Pierwszym etapem jest oczyszczenie zgrubne miejsca przeznaczonego do naprawy. Proces ten ma na celu diagnozę wielkości korozji i ustalenie jak wielki obszar trzeba wyciąć. Staramy się wyciąć całą powierzchnię którą pokryła głęboka korozja. Rdza powierzchowna jest niegroźna i w pełni ściągalna z powierzchni stali.
Do odbudowy wykorzystujemy blachy o tej samej grubości co wykorzystane podczas budowy pojazdu.
Z płaskiego kawałka blachy odwzorowujemy kształt, który usunęliśmy pamiętając przy tym że procesy gięcia wyoblenia czy spęczania blachy zmieniają jej wymiary (najlepiej jest sobie wcześniej popróbować formowania blachy robiąc kontrolne pomiary ważnych dla nas wymiarów przed i po procesie).
Jeśli chcemy zastosować sztywność pojazdu zbliżoną do oryginały to w miejscach zgrzewów czy spawów punktowych stosujemy również połączenia punktowe, zaś gdzie odwzorowujemy fragment większego elementu to musimy zastosować spoinę do czoła ciągłą.
Posiadając określony kształt odtwarzanego fragmentu to musimy dopasować go i spasować do całości. Ponieważ wymagana jest spoina czołowa to musi być zachowana odległość pomiędzy łączonymi kawałkami wynosząca około 1mm. Wymaga się tego aby nie nastąpiło ściąganie blachy i robienie się nierówności na powierzchni (dołków).
Gdy mamy już wszystko spasowane, trwale łączymy ze sobą dwa fragmenty za pomocą zacisków blacharskich. Spoinę czołową wykonujemy za pomocą ciągle następujących po sobie spawów punktowych. Wykonujemy je po kolei poruszając się w jednym kierunku i za każdym razem zapukując je. Po każdym spawie chwilę odczekujemy na ostudzenie materiału. Niedopuszczalne jest robienie chaotycznych spawów punktowych rozmieszczonych na różnej długości spoiny. Spowoduje to ściąganie blachy i zmianę jej kształtów a za tym idzie duża ilość szpachli.
Tak wykonaną spoinę szlifujemy tarczami listkowymi - ziarnistość dobieramy do umiejętności operowania szlifierką. Proces ten dobrze jest wykonywać szlifierką kątową z możliwością regulacji obrotów. Ważne jest aby zbyt mocno nie przydusić tarczy do powierzchni szlifowanej w celu uniknięcia przegrzania stali. W przypadku bardziej skomplikowanych kształtów do szlifowania stosujemy różnej wielkości tarcze do cięcia.
Poniższe zdjęcia przedstawiają powyższy proces i efekt końcowy.
Tak zrobionej 40-stki się nie powstydzimy nawet przed największymi ortodoksami